








|

|
|
|
|
Reklama
3D tiskárny


AONN.cz

Spřátelené Weby




|
Technologie 3D tiskuVšechna zařízení na výrobu 3D modelů pracují na principu rozložení počítačového modelu do tenkých vrstev a jejich následném sestavení do reálného modelu v pracovním prostoru tiskárny. Na rozdíl od klasického obrábění se materiál neubírá, ale naopak je po vrstvách přidáván. Model je stavěn na základní desce, která po dokončení každé vrstvy poklesne dolů právě o tloušťku této vrstvy.FDM technologie (Fused Deposition Modeling)Proces nazývaný Fused Deposition Modelling (FDM) umožňuje vytváření trojrozměrných objektů přímo na základě 3D dat z CAD aplikace. Teplotou ovládaná hlava vytlačuje termoplastický materiál vrstvu po vrstvě.Proces FDM začíná importováním STL souboru konkrétního modelu do softwaru předběžného zpracování. Tento model je zaměřen a matematicky rozdělen do horizontálních vrstev o tloušťce od +/- 0,1 do 0,4 mm. V případě potřeby se vytvoří podpůrná konstrukce na základě polohy a geometrie dílu. Po kontrole údajů o dráze a vygenerování drah nástrojů dojde k nahrání dat do FDM stroje. Proces FDMSystém pracuje na osách X, Y a Z, přičemž vykresluje každou vrstvu modelu zvlášť. Tento proces se podobá způsobu, jakým pistole na taveninové lepidlo vytlačuje roztavené kapky lepidla. Teplotou ovládaná vytlačovací hlava je zásobena termoplastickým modelovacím materiálem, který se ohřívá do částečně kapalného stavu. Hlava přesně vytlačuje a nanáší materiál v ultratenkých vrstvách na základnu bez upínek. Výsledkem vrstvení ztuhlého materiálu na předchozí vrstvu je plastický 3D model vytvořený s každým pramenem zvlášť. Po dokončení dílu jsou všechny podpůrné sloupky odstraněny a je dokončena povrchová úprava.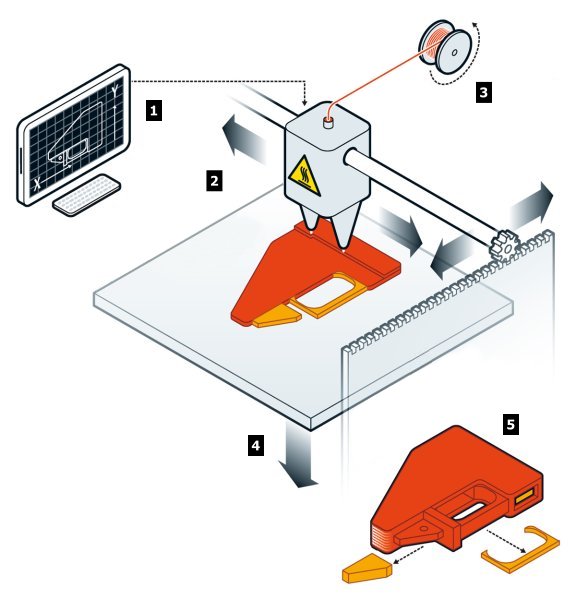
1. 3D data (formát .stl) jsou zpracována v příslušném softwaru pracovní stanice, 2. tiskové trysky se pohybují nad modelovací deskou, 3. termoplast navinutý na cívce je natavován v tiskové hlavě, 4. modelovací platforma se pohybuje v ose Z, 5. model je sestaven ze dvou odlišných materiálů: modelového a podpůrného. Podpůrný je po dokončení stavby odstraněn. KONSTRUKČNÍ ŘEŠENÍVytlačování roztavené látkyTato konstrukce využívá k nanášení stavebního materiálu trysky, které jsou umístěné v tiskové hlavě, ta se u těchto technologií označuje i jako extruder. Materiál se odmotává z cívky a je přiváděn pomocí motoru a unášeče do hot endu, jehož součástí je topné těleso (ohřívač), teplotní čidlo a vytlačovací hrot. Hot end bývá navíc často chlazen sérií větráků. 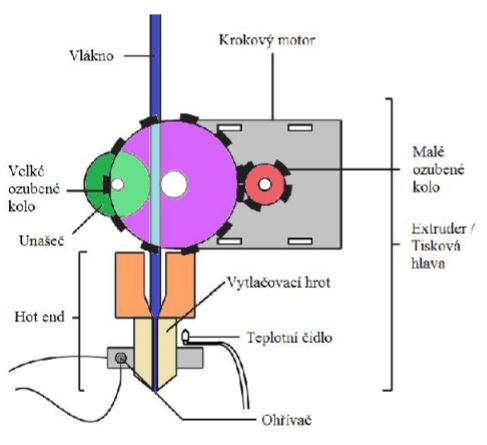
Schéma tiskové hlavy Správné místo nanesení materiálu se udává kombinací pohybů tiskové hlavy a nosné desky. Pohyb se u všech těchto 3D tiskáren dělí do tří základních skupin – podle určování souřadnic:
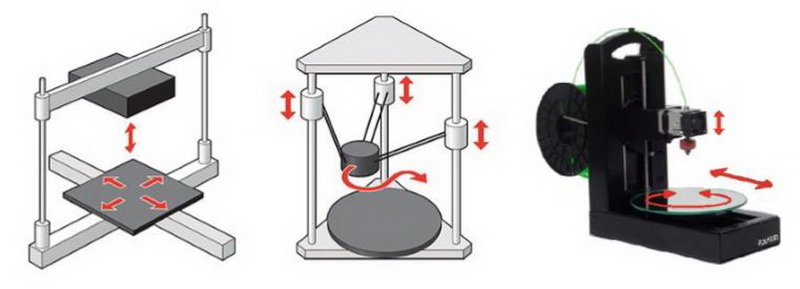
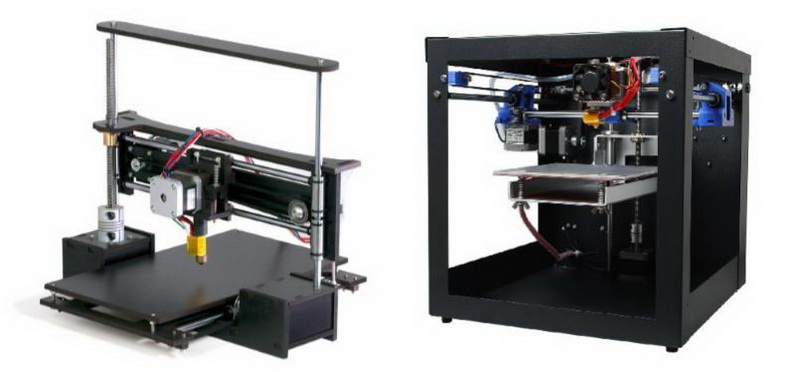
Schéma pohybů kartézského systému (vlevo), delta systému (uprostřed) a polárního systému (vpravo). Pohyb v kartézském souřadném systémuV kartézském souřadném systému (dále jen s. s.) jsou všechny pohyby translační, v osách X, Y a Z – osa Z vždy udává vertikální pohyb neboli výšku. Jedná se o nejběžnější variantu většiny technologií. Kartézský s. s. se používá i u ostatních metod; fotopolymerizace, vázání částic prášku i laminování.Tento systém se dále dělí podle toho, jak se vůči sobě pohybuje nosná deska a tisková hlava. Obvykle používané způsoby:
pohyb v Delta systémuDelta tiskárny jsou vybaveny třemi sloupky, mající mezi sebou stejnou vzdálenost. Na každém sloupku je umístěn jeden motor, který pohání posuv s ramenem ve směru osy Z. Kombinací pojezdů na všech sloupcích se tisková hlava pohybuje nad nosnou deskou. Vněkterých případech se natáčí i nosná deska.pohyb v Polárním systémuV poslední variantě je požadovaná poloha určena natočením „?“ a vzdáleností od osy „r“. Natáčí se vždy nosná deska, ale vzdálenost od osy může vykonávat jak nosná deska, tak i tisková hlava. Pohyb ve směru osy Z obvykle vykonává tisková hlava.Použití delta a polárního řešení je vhodnější pro rotační díly, zatímco kartézský s. s. je více universální. 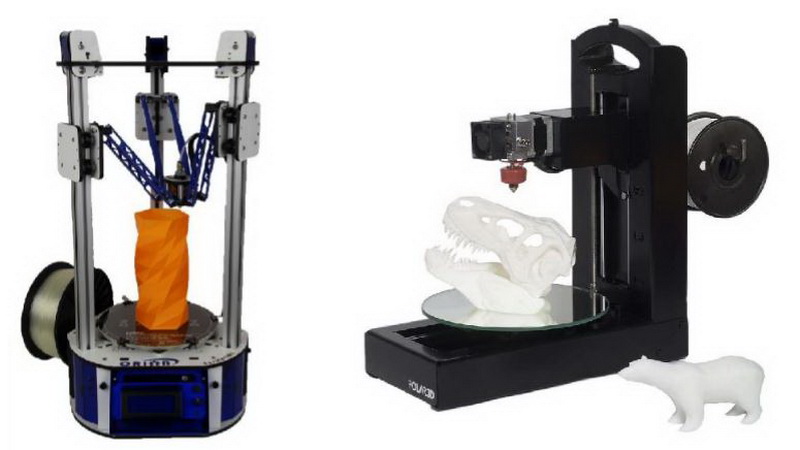
SLA a DLP technologie (digital laser print)Fotopolymerizace využívá světelný paprsek k vytvrzování fotopolymeru (fotopolymer – tekutina, která v reakci na působení světelného záření tuhne). Jako zdroj světla může sloužit např. laser. Místo dopadu světelného paprsku je určováno soustavou zrcadel a sérií čoček. Ve směru osy Z se v těchto případech pohybuje vždy nosná deska. Je také možnost osvětlovat celou vrstvu najednou, v tomto případě se pak při tisku pohybuje pouze nosná deska. Osvětlování fotopolymeru může probíhat dvěma způsoby; seshora nebo zespod. Při osvětlování seshora se osvětluje hladina materiálu a nosná deska se při vytváření objektu „potápí“ do kapaliny. U této metody je důležité udržovat hladinu v konstantní výšce. Při osvětlování zespod je osvětlováno dno nádoby s fotopolymerem (které je obvykle skleněné) a nosná deska se naopak vynořuje, Přísun polymeru je zajištěn pomocí čerpadla nebo sérií čerpadel, které obvykle automaticky udržuje i konstantní výšku hladiny polymeru. Při osvětlování seshora je často každá nová vrstva vyrovnávána, např. zarovnávacím nožem. Osvětlování seshora (SLA) 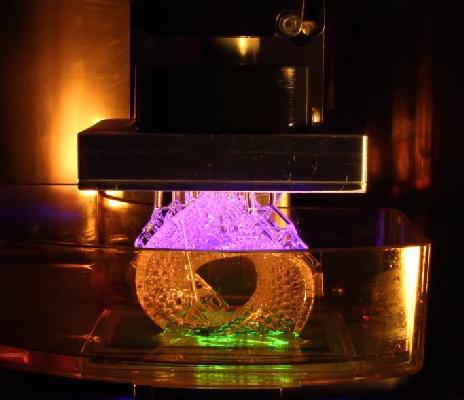 Osvětlování zespod (DLP) Zatímco většina spotřebitelů 3D tiskáren využívá metodu vytlačování, mnoho průmyslových 3D tiskáren využívá přesnější, ale dražší procesy, které vzájemně vážou různé prášky, kapaliny nebo listy papíru. Jedním z nich je vat photopolymerization (VP) neboli fotopolymerace v nádobě, která využívá jako polotovar fotocitlivou polymerní pryskyřici zvanou fotopolymer. Ten je vytvrzován světelným paprskem o určité vlnové délce. Tento materiál byl objeven Charlesem Hallem již už v roce 1984. Dva roky poté vyvinul a patentoval technologii stereolitografie (SLA), která je považována za průkopníka v oblasti 3D tiskáren. Nejznámější technologií fotopolymerace je již zmíněná SLA. Její princip spočívá v řízeném tuhnutí pryskyřice. Nosná deska, na které je objekt vytvářen, je před tvořením první vrstvy umístěna těsně pod hladinu polotovaru tak, aby byla celá zalita polymerem. Za použití počítačem řízeného laserového paprsku nebo světelného projektoru se osvětluje povrch pryskyřice. V důsledku toho pryskyřice do definované hloubky tuhne. Po fotopolymeraci první vrstvy se plošina ponoří a ztuhlá část je zalita novou vrstvou tekutého polotovaru. Před tiskem jednotlivých vrstev zarovnává nůž hladinu pryskyřice, tak aby bylo dosáhnuto požadované tloušťky vrstvy. Vzhledem k tomu, že hloubka vytvrzování je o něco větší, než je výška nové vrstvy, je předchozí vrstva vytvrzována i v tomto kroku, tím je zajištěna dobrá přilnavost mezi vrstvami (tzn., že každá vrstva je vytvrzována dvakrát). Tento proces vytvrzení průřezu, vyhlazení vrstvy a ponoření desky se opakuje, dokud není součást kompletní. Po dokončení tisku se součást vytáhne z kádě a opláchne se od přebytečného nevytvrzeného polymeru. Vytisknutý model není ještě kompletně vytvrzený a pro zlepšení mechanických vlastností se umísťuje do UV pece. Po konečném vytvrzení se odstraní podpory a pro zlepšení kvality povrchu může být použita řada dokončovacích úprav, např. broušení, leštěním lakování, pískování apod. SLA je výhodná především pro tisk menších objektů s vysokým rozlišením. Může jít o oblasti designu, zlatnictví, modelářství, ale také architektury nebo strojírenství. KONSTRUKČNÍ ŘEŠENÍStereolitografická tiskárna se skládá ze 3 hlavních částí:
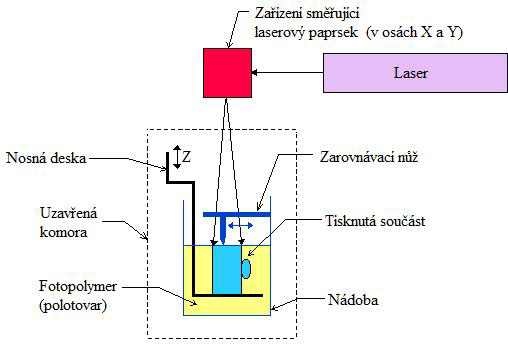
Schéma fotopolymerizace SLA (StereoLithography Apparatus - stereolitografie)
Největší součástí pracovní komory je nádoba – pracovní vana, ve které je objekt vytvářen. Do ní je před tiskem umístěn polotovar – epoxidová pryskyřice, neboli fotopolymer. Dále se v komoře nachází nosná deska, přes kterou se udává posuv ve směru Z a zarovnávací nůž. Počítač je součástí řídicího systému a ovládá všechny funkce stroje, od nastavení parametrů laseru až po řízení procesu výroby. Poslední částí je opticko-laserový systém, který je složen plynovým nebo pevnolátkovým laserem (rozdíl plynného a pevnolátkového laseru je v použitém aktivním prostředí.), soustavou čoček a zrcadel. Osvětlování fotopolymeru může probíhat jak seshora, tak zespod. V současnosti je ale používanější varianta osvětlování zespod. Osvětlování seshora má totiž nevýhodu v tom, že výška hladiny polymeru musí být neměnná a větší než výška tisknutého tělesa. To znamená, že se v nádobě musí nacházet velké množství materiálu, který nebude při tisku využit. Nejčastějším zdrojem světla bývá laser nebo DLP projektor, který bývá častěji umístěn pod nádobou s polotovarem. Příklady technologií využívající DLP projektor: digital light processing (DLP) a digital micromirror devices (DMDs). 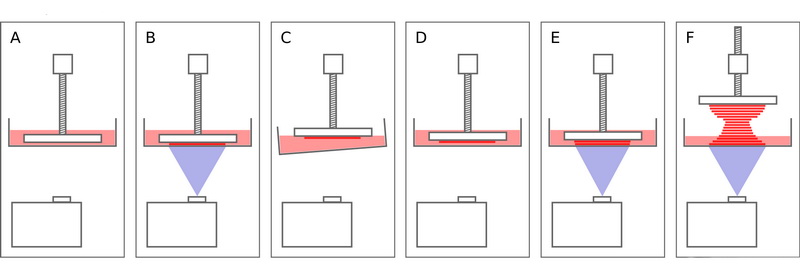 Schéma fotopolymerizace DLP (Digital Light Processing)
Schéma fotopolymerizace DLP (Digital Light Processing)
| |||||
|
©Ofrii 2012
     | ||||||